数据快速精准
服务热情真诚
咨询专业秒回
公司诚信可靠
报告真实有效
利用铁磁性材料表面与近表面缺陷会引起磁率发生变化,磁化时在表面上产生漏磁场,并采用磁粉、磁带或其他磁场测量方法来记录与显示缺陷的一种方法。磁粉探伤主要用于:检查表面及近表面缺陷。
江苏无损检测中心是国内第三方无损检测与验证服务的开拓者和者,为钢结构工程(建筑、电厂等)、锅炉、压力容器、管道、桥梁、风电、热电工程船舶及海上设施、机动车辆、起重机械、电梯、铁塔、游乐设施、客运索道等众多行业提供了无损检测系统解决方案,成功检测了各种零部件、结构件和装备装置,卓有成效的推进了客户及行业的和谐快速发展。中心建立了一支高学历,高素质,富有拼搏精神的团队。具备扎实的可靠性,产品化,风险管理,流程管理技能。以质量求生存,已技术求发展,是我们不变的追求。
无损检测就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称。
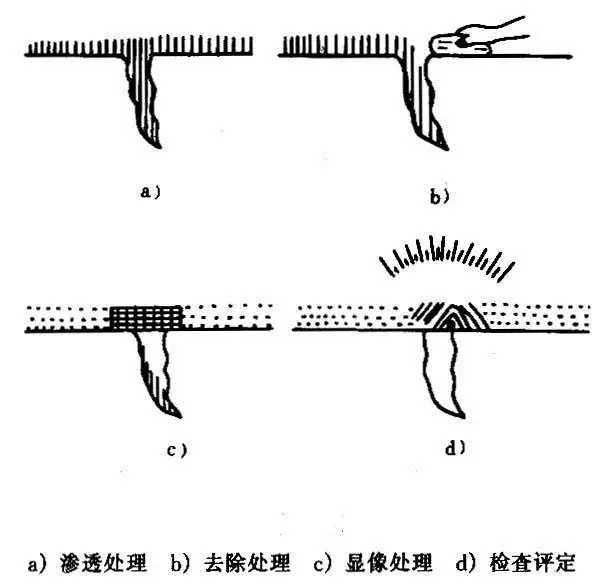
常用的无损检测方法:超声检测(UT)、磁粉检测(MT)、液体渗透检测(PT)及X射线检测(RT)。
磁粉检测
首先来了解一下,磁粉检测的原理。铁磁性材料和工件被磁化后,由于不连续性的存在,工件表面和近表面的磁力线发生局部畸变,而产生漏磁场,吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。
磁粉检测的适用性和局限性有:
1、磁粉探伤适用于检测铁磁性材料表面和近表面尺寸很小、间隙较窄目视难以看出的不连续性。
2、磁粉检测可对多种情况下的零部件检测,还可多种型件进行检测。
3、可发现裂纹、夹杂、发纹、白点、折叠、冷隔和疏松等缺陷。(感谢关注鼎鼎自动焊接)
4、磁粉检测不能检测奥氏体不锈钢材料和用奥氏体不锈钢焊条焊接的焊缝,也不能检测铜铝镁钛等非磁性材料。对于表面浅划伤、埋藏较深洞和与工件表面夹角小于20°的分层和折叠很难发现。

无损探伤检测,能发现材料或工件内部和表面所存在的缺欠,能测量工件的几何特征和尺寸,能测定材料或工件的内部组成、结构、物理性能和状态等。
由于各种 NDT 方法,都各有其适用范围和局限性,因此新的 NDT 方法一直在不断地被开发和应用。通常,只要符合 NDT 的基本定义,任何一种物理的、化学的或其他可能的技术手段,都可能被开发成一种 NDT 方法。

损检测一词早被称之为探伤或无损探伤,其不同的方法也同样被称之为探伤,如射线探伤、超声波探伤、磁粉探伤、渗透探伤等等。这一称法或写法广为流传,并一直沿用至今,其使用率并不亚于无损检测一词。
无损检测的特点就是能在不损坏试件材质、结构的前提下进行检测,所以实施无损检测后,产品的检查率可以达到。但是,并不是所有需要测试的项目和指标都能进行无损检测,无损检测技术也有自身的局限性。某些试验只能采用破坏性试验,因此,在目前无损检测还不能代替破坏性检测。也就是说,对一个工件、材料、机器设备的评价,必须把无损检测的结果与破坏性试验的结果互相对比和配合,才能作出准确的评定。
由于各种检测方法都具有一定的特点,为提高检测结果可靠性,应根据设备材质、制造方法、工作介质、使用条件和失效模式,预计可能产生的缺陷种类、形状、部位和取向,选择合适的无损检测方法。 3.综合应用各种无损检测方法 任何一种无损检测方法都不是的,每种方法都有自己的优点和缺点。应尽可能多用几种检测方法,互相取长补短,以**承压设备安全运行。此外在无损检测的应用中,还应充分认识到,检测的目的不是片面追求过高要求的“高质量”,而是应在充分保证安全性和合适风险率的前提下,着重考虑其经济性。只有这样,无损检测在承压设备的应用才能达到预期目的。
http://jsgfjc.b2b168.com
深圳市安普检测技术服务有限公司授权广分检测技术(苏州)有限公司为深圳市安普检测技术服务有限公司合作单位,广分检测技术(苏州)有限公司所发信息中的检测由深圳市安普检测技术服务有限公司检测,报告由深圳市安普检测技术服务有限公司出具。








