数据快速精准
服务热情真诚
咨询专业秒回
公司诚信可靠
报告真实有效
容器内、外表面不允许有裂纹。裂纹包括:疲劳裂纹、应力腐蚀裂纹。如果有裂纹应当打磨消除,打磨后形成的凹坑在允许范围内不影响定级;否则,应当补焊或者应力分析。
这些缺陷一般是制造时下来的缺陷,可以通过超声波检测和涉嫌检测进行检查。由于埋藏缺陷涉及到制造条件、容器使用过裎中的条件参数,所以对这种问题要慎重处理。如果是在实际使用过程中这些缺陷没有变化,仍然处于非动态的状态,就说明这些缺陷在实际的工作条件下没有影响到容器的正常使用,可以暂不处理,要对此缺陷进行。如果缺陷是活动的,并且有延展的倾向,则就必须补焊修复。补焊前应该查清制造压力容器时的主要工艺参数,如材料的可焊性、焊接工艺评定、无损检测时机、是否要求热处理等。要严格执行相关的修理改造程序。
无损检测就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称。
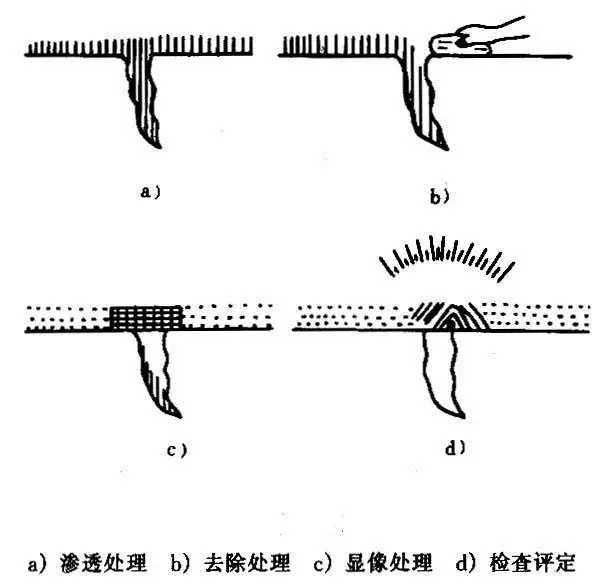
常用的无损检测方法:超声检测(UT)、磁粉检测(MT)、液体渗透检测(PT)及X射线检测(RT)。
磁粉检测
首先来了解一下,磁粉检测的原理。铁磁性材料和工件被磁化后,由于不连续性的存在,工件表面和近表面的磁力线发生局部畸变,而产生漏磁场,吸附施加在工件表面的磁粉,形成在合适光照下目视可见的磁痕,从而显示出不连续性的位置、形状和大小。
磁粉检测的适用性和局限性有:
1、磁粉探伤适用于检测铁磁性材料表面和近表面尺寸很小、间隙较窄目视难以看出的不连续性。
2、磁粉检测可对多种情况下的零部件检测,还可多种型件进行检测。
3、可发现裂纹、夹杂、发纹、白点、折叠、冷隔和疏松等缺陷。(感谢关注鼎鼎自动焊接)
4、磁粉检测不能检测奥氏体不锈钢材料和用奥氏体不锈钢焊条焊接的焊缝,也不能检测铜铝镁钛等非磁性材料。对于表面浅划伤、埋藏较深洞和与工件表面夹角小于20°的分层和折叠很难发现。

涡流检测是指利用电磁感应原理,通过测量被检工件内感生涡流的变化来无损地评定导电材料及其工件的某些性能,或发现缺陷的无损检测方法。

超声检测是指利用超声波对金属构件内部缺陷进行检查的一种无损探伤方法。用发射探头向构件表面通过耦合剂发射超声波,超声波在构件内部传播时遇到不同界面将有不同的反射信号(回波)。利用不同反射信号传递到探头的时间差,可以检查到构件内部的缺陷。

这种染料是可以用溶剂或水洗去的。通过浸渍或喷雾的形式将染料施加到被测试产品表面后,它们能经由毛细作用进入任何不连续缺陷中,显示缺陷。
磁性探伤检验方法。磁性探伤检验方法和渗透探伤检验方法都是焊件表面质量检验方法的一种,主要用于检查表面及附近表面缺陷。以上所述的外观检查、致密性检查、无损探伤检查都属于对焊接构件非破坏性检验,其中焊接检验包括破坏性和非破坏性检验两种方式。针对于破坏性检验又可以划分为力学性能检验、化学分析及实验、金相检验、焊接性检验和其他检验等几种方式。
而在所有方向上都可以测量其体积上的缺陷(如气孔、夹杂),只要其相对于截面厚度的尺寸不是太小,均可以检测出来。 根据射线检测原理知道,它是依靠射线透过物体后衰减程度不同来进行检测的,故适用于任何材料,不管是金属的还是非金属的材料均可以检测,如检测各种材料的铸件与焊缝、塑料、蜂窝结构以及碳纤维材料,还可用于了解封闭物体的内部结构。 试验标准和方法 试验标准 JB/T 4730.2-2005承压设备无损检测 *二部分:射线检测 射线探伤原理及流程 当强度均匀的射线束透照射物体时,如果物体局部区域存在缺陷或结构存在差异,它将改变物体对射线的衰减,使得不同部位透射射线强度不同,这样,采用一定的检测器(例如,射线照相中采用胶片)检测透射射线强度,就可以判断物体内部的缺陷和物质分布等。 射线探伤常用的方法有X射线探伤、γ射线探伤、高能射线探伤和中子射线探伤。对于常用的工业射线探伤来说,一般使用的是X射线探伤、γ射线探伤。 射线对人体具有辐射生物效应,危害人体健康
http://jsgfjc.b2b168.com
深圳市安普检测技术服务有限公司授权广分检测技术(苏州)有限公司为深圳市安普检测技术服务有限公司合作单位,广分检测技术(苏州)有限公司所发信息中的检测由深圳市安普检测技术服务有限公司检测,报告由深圳市安普检测技术服务有限公司出具。