数据快速精准
服务热情真诚
咨询专业秒回
公司诚信可靠
报告真实有效
超声波、X射线探伤适用于探伤内部缺陷;其中超声波适用于5mm以上,且形状规则的部件(吊钩形状不规则),X射线不能定位缺陷的埋藏深度,有辐射。 磁粉、渗透探伤适用于探伤部件表面缺陷;其中磁粉探伤于检测磁性材料,渗透探伤于检测表面开口缺陷。 方案:采用超声波、磁粉组合检测方式,对于不规则形状的吊具(如行车吊钩)采用磁粉检测,普通吊具(如吊架、吊板等)需购置超声波检测。设备需超声波探伤仪及磁粉探伤仪。
射线检验是检验焊缝内部缺陷准确而可靠的方法,它可以显示出缺陷在焊缝内部的形状,位臵和大小。 X射线检验的原理:它是利用X射线高能射线程度不同地透过不透明物体,使照相底片得以感光,从而进行焊接检验。 焊缝在射线检查之前,必须进行表面检查,表面上的不规则程度应不妨碍对底片上缺陷的辨认,否则应加以休整。
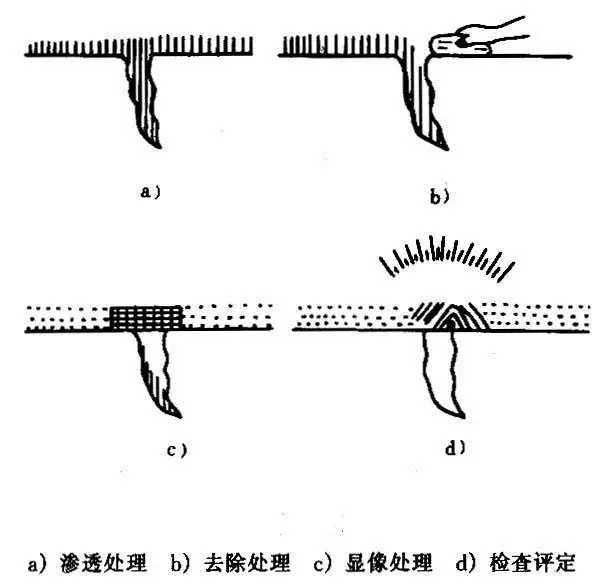
磁化后这些材料不连续处的磁场将发生崎变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕

磁粉探伤设备的分类,按设备重量和可挪动性分为固定式、挪动式和便携式三种。按设备的组合方式分为一体型和分立型两种。一体型磁粉探伤机,是将磁化电源、螺管线圈、工件夹持安装、磁悬液喷洒安装、照明安装和退磁安装等局部,按功用制成单独分立的安装,在探伤时组合成系统运用的探伤机。固定式探伤机属于一体型的,运用操作便当铸件是由热态钢锭经铸压变形而成。铸压过程包括加热、形变和冷却。铸件缺陷可分为铸造缺陷、铸造缺陷和热处置缺陷。铸造缺陷主要有:缩孔剩余、疏松、夹杂、裂纹等。铸造缺陷主要有:折叠、白点、裂纹等。探伤仪热处置缺陷主要是裂纹。
1、固定式磁粉探伤机
固定式磁粉探伤机的体积和重量大,退磁安装和磁悬液搅拌、喷洒安装,有夹持工件的磁化夹头和放至工件的工作台及格栅,适用于对中小工件的探伤。还常常备有触头和电缆。以便对搬上工作台有艰难大型工件停止探伤。
2、便携磁粉探伤仪
便携式磁粉探伤仪额定周向磁化电流普通从500~800A。主体是磁化电源,可提供交流和单向半波整流电的磁化电流、附件有触头、夹钳、开合和闭合式磁化线圈及软电缆等,能停止触头法、夹钳通电法和线圈法磁化。这类设备普通装有滚轮可推进,或吊装在车上拉到检验现场。对大型工件探伤磁粉探伤机的技术规范。
3、便携式探伤仪
便携式探伤仪具有体积小、重量轻和携带便当的特性,适用于现场、高空和野外探伤,普通用于检验锅炉压力容器和压力管道焊接。以及对飞机、火车、轮船的原位探伤或对大型工件的部分探伤。常用的仪器有带触头的小型磁粉探伤机、电磁轨、穿插磁轨或永世磁铁等。仪器手柄上装有微型电流开关。控制痛、断电和制动衰减退磁。

.根据采用超声波的种类分类
1.脉冲波法:超声波探头激发的是脉冲超声波,这是具有一定持续时间、按一 定重复频率间歇发射的超声波,通常具有较大的频带宽度。
1)脉冲波反射法:在超声波检测时,向被检对象发射脉冲超声波,利用超声波的 反射特性,根据有无缺陷回波或工件底面反射回波、回波幅度的大小、回波信号数 量、回波在示波屏时基线上的位置以及回波包络形状变化等对被检对象的质量情况 进行评价。
超声波脉冲反射法是目前应用广泛的超声波检测方法,包括一次脉冲反射法 和多次脉冲反射法,前者利用一次回波脉冲,后者则利用超声波脉冲波在工件中多 次反射形成的多次回波脉冲来进行评价。
2)脉冲波穿透法:在超声波检测时,由一个探头向被检对象发射脉冲超声波,用 另一个探头在适当位置接收穿越材料的超声波,根据接收的超声信号强弱来评价被 检对象有无缺陷及缺陷严重程度等情况。
在利用脉冲波穿透法时,甚至可以将仪器简化成电表指示(或者更简单的是声 音-声调变化指示)而省掉示波管显示系统。
2.连续波法:超声波探头激发的是连续地、不停歇振动的超声波,通常具有单 一的频率。
1)谐振法:利用超声波的谐振特性以及在工件中形成驻波的条件,可以用来测定 被检工件的厚度,检查胶接结构与复合材料以及薄板电阻点焊或滚焊等的接合质量 情况。在超声波检测时,可以通过连续改变超声波的振荡频率来寻找共振点,以示 波器、电流计或甚至是蜂鸣器的大响应来显示。
必须注意:对于不均匀腐蚀、表面严重凹凸不平,以及形状复杂的工件是不适 宜采用谐振法检测的。
2)穿透法:连续波穿透法与脉冲波穿透法相似,通过观察穿越工件材料后的超声 波能量(波幅)的变化来进行检测评价。
无损探伤检测包含了许多种已可有效应用的方法,常用的 NDT 方法是:射线照相检测、超声检测、涡流检测、磁粉检测、渗透检测、目视检测、泄漏检测、声发射检测、射线检测等。
超声波探伤仪的种类繁多,但在实际的探伤过程,脉冲反射式超声波探伤仪应用的*为广泛。一般在均匀的材料中,缺陷的存在将造成材料的不连续,这种不连续往往又造成声阻抗的不一致,由反射定理我们知道,超声波在两种不同声阻抗的介质的交界面上将会发生反射,反射回来的能量的大小与交界面两边介质声阻抗的差异和交界面的取向、大小有关。脉冲反射式超声波探伤仪就是根据这个原理设计的。
目前便携式的脉冲反射式超声波探伤仪大部分是A扫描方式的,所谓A扫描显示方式即显示器的横坐标是超声波在被检测材料中的传播时间或者传播距离,纵坐标是超声波反射波的幅值。譬如,在一个钢工件中存在一个缺陷,由于这个缺陷的存在,造成了缺陷和钢材料之间形成了一个不同介质之间的交界面,交界面之间的声阻抗不同,当发射的超声波遇到这个界面之后,就会发生反射(见图1),反射回来的能量又被探头接受到,在显示屏幕中横坐标的一定的位置就会显示出来一个反射波的波形,横坐标的这个位置就是缺陷在被检测材料中的深度。这个反射波的高度和形状因不同的缺陷而不同,反映了缺陷的性质。
http://jsgfjc.b2b168.com
深圳市安普检测技术服务有限公司授权广分检测技术(苏州)有限公司为深圳市安普检测技术服务有限公司合作单位,广分检测技术(苏州)有限公司所发信息中的检测由深圳市安普检测技术服务有限公司检测,报告由深圳市安普检测技术服务有限公司出具。








