数据快速精准
服务热情真诚
咨询专业秒回
公司诚信可靠
报告真实有效
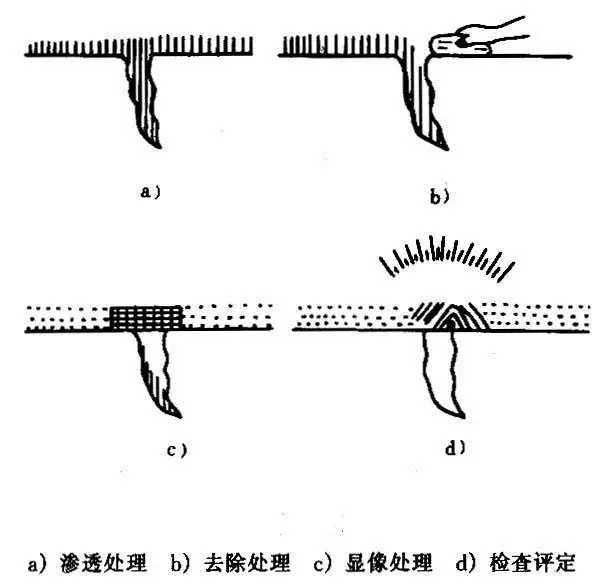
探测金属材料或部件内部的裂纹或缺陷。常用的探伤方法有:X光射线探伤、超声波探伤、磁粉探伤、渗透探伤、涡流探伤、γ射线探伤等方法。物理探伤就是不产生化学变化的情况下进行无损探伤。
无损检测是在不影响或不损害被检测对象使用性能的前提下,采用射线、超声、红外、电磁等原理技术仪器对材料、零件、设备进行缺陷、化学、物理参数的检测技术,无损检测是工业发展必不可少的有效工具。
NDT 无损探伤(Non-destructive testing),就是利用声、光、磁和电等特性,在不损害或不影响被检对象使用性能的前提下,检测被检对象中是否存在缺陷或不均匀性,给出缺陷的大小、位置、性质和数量等信息,进而判定被检对象所处技术状态(如合格与否、剩余寿命等)的所有技术手段的总称。
磁粉检测用的油基载液是具有高闪点、低黏度、无荧光和无臭味等特点的煤油。
闪点是指易燃物质挥发在空气中产生的蒸气能够燃烧时的低温度。若油的闪点低,磁悬液易被点燃,会造成操作人员的及探伤设备的损坏。
黏度是液体流动时内摩擦力的量度。黏度值随温度的升高而降低。油的黏度分动力黏度和运动黏度两种。
动力黏度是表示液体在一定剪切应力下流动时内摩擦力的量度,其值为相同温度下液体的动力黏度与其密度之比,在国际单位制(SI)中以帕秒(Pa·s)表示。习惯用厘帕(cPa)为单位,1cPa=10﹣3Pa·s=1mPa·s
运动黏度是表示液体在重力作用下流动时摩擦力的量度,其值为相同温度下液体的动力黏度与其密度之比,在国际单位制(SI)中以m2/s表示。习惯用厘斯(cSt)为单位,1cSt=10﹣6m2/s=1mm2/s。
在一定的使用温度范围内,尤其在较低的温度下,若油的黏度小,磁悬液的流动性就好,检测灵敏度高。但油的黏度若太小,载液的悬浮性差,磁粉容易沉淀,也影响检测灵敏度,因此油的黏度应控制在一定范围。
(2)磁粉检测油基载液决不允许使用低闪点的煤油载液。
(3)油基载液**用于如下场合:
1)对腐蚀应严加防止的某些铁基合金(如精加工的某些轴承和轴承套)。
2)水可能会引起电击的地方。
3)在水中浸泡可引起氢脆或腐蚀的某些高强度钢。

由于各种 NDT 方法,都各有其适用范围和局限性,因此新的 NDT 方法一直在不断地被开发和应用。通常,只要符合 NDT 的基本定义,任何一种物理的、化学的或其他可能的技术手段,都可能被开发成一种 NDT 方法。
磁粉探伤利用工件缺陷处的漏磁场与磁粉的相互作用,它利用了钢铁制品表面和近表面缺陷(如裂纹,夹渣,发纹等)磁导率和钢铁磁导率的差异
根据所利用的超声波波型分类
目前工业超声波检测常用的超声波波型有:纵波、横波、瑞利波(表面波)、兰姆波(板波)以及爬波(表面下纵波),还有新发展的导波以及相控阵所激发出来 的复合波型。应用不同超声波波型进行检测时,各自有不同的适用范围与检测工艺。
三.根据超声波进入被检工件的方式分类
1.接触法:超声波探头通过薄层的液体或流体耦合介质直接与被检工件的探测 面接触。
2.液浸法:主要是指采用水作为耦合介质,俗称为水浸法,超声波探头发出的 超声波经过一定厚度的水层再进入被检工件,超声波探头不与被检工件接触。在水 浸法中,按照作为耦合介质的水的施加方式,还分为全浸没法(被检工件与超声波 探头都完全浸没在水中)、局部水浸法(仅是被检工件上需要检测的部位局部浸没在 水中,通常超声波探头是全浸没或半浸入水中)、溢水法(被检工件上的检测面与** 声探头之间通过溢水耦合)、喷水柱法(被检工件上的检测面与超声波探头之间通过喷流水柱耦合)、水层或水间隙法(超声波探头与被检工件的检测面之间通过薄层水 耦合)等等。
接触法和水浸法是超声波检测中主要应用的两种耦合方式,此外还有地毯法、 滚轮法等多种的耦合方式。
3.空气耦合法:目前主要应用于飞机复合材料的低频超声检测。
四.根据所用超声探头的形式种类分类
主要分为:单直平探头法(含接触法与液浸法)、单斜探头法(接触法用,包括 横波、瑞利波、兰姆波、爬波探头)、单直聚焦探头法(含接触法与液浸法,点聚焦 与线聚焦)、单斜聚焦探头法(接触法用)、组合双晶探头法(含组合双晶直探头与 组合双晶斜探头)、双斜探头法、小角度单斜探头法以及众多的探头检测方法(例 如铁轨探头、小径管焊缝探伤探头,以及导波探头、相控阵探头)等等。
五.根据超声波进入被检工件时声束轴线与入射面的角度关系分类
垂直入射(声束 轴线与探测面垂直)和倾斜入射(声束轴线与探测面法线有一定交角,可以对被检 工件进行倾斜入射纵波检测、横波检测、瑞利波检测、兰姆波检测、爬波检测…等 等)。
六.根据超声波检测系统发射与接收信号的通道数量分类
常见的是单通道法,还有用于自动化与半自动化检测的多通道法(可达到2通道、4 通道、8 通道、10 通道甚至上百通道)。
当材料是铸件或碳钢、合金钢等铁磁性工件时可以运用除 ET涡流检测外的各种方法,但是还要看工件的厚度,以及可能出现缺陷的部位等,表面裂纹以MT磁粉检测为佳,工件厚度大时的内部缺陷以RT射线检测、超声波检测 UT 为佳,要是材料开坡口需要探伤时,可以使用PT渗透检测;总之,运用的场合还是需要看材料材质,厚度,缺陷形式、检验要求、运用方法的优越性等等。
不用磁粉显示的,习惯上称为漏磁探伤,它常借助于感应线圈、磁敏管、霍尔元件等来反映缺陷,它比磁粉探伤更卫生,但不如前者直观。由于目前磁力探伤主要用磁粉来显示缺陷,因此,人们有时把磁粉探伤直接称为磁力探伤,其设备称为磁力探伤设备。
http://jsgfjc.b2b168.com
深圳市安普检测技术服务有限公司授权广分检测技术(苏州)有限公司为深圳市安普检测技术服务有限公司合作单位,广分检测技术(苏州)有限公司所发信息中的检测由深圳市安普检测技术服务有限公司检测,报告由深圳市安普检测技术服务有限公司出具。







