数据快速精准
服务热情真诚
咨询专业秒回
公司诚信可靠
报告真实有效
容器内、外表面不允许有裂纹。裂纹包括:疲劳裂纹、应力腐蚀裂纹。如果有裂纹应当打磨消除,打磨后形成的凹坑在允许范围内不影响定级;否则,应当补焊或者应力分析。
这些缺陷一般是制造时下来的缺陷,可以通过超声波检测和涉嫌检测进行检查。由于埋藏缺陷涉及到制造条件、容器使用过裎中的条件参数,所以对这种问题要慎重处理。如果是在实际使用过程中这些缺陷没有变化,仍然处于非动态的状态,就说明这些缺陷在实际的工作条件下没有影响到容器的正常使用,可以暂不处理,要对此缺陷进行。如果缺陷是活动的,并且有延展的倾向,则就必须补焊修复。补焊前应该查清制造压力容器时的主要工艺参数,如材料的可焊性、焊接工艺评定、无损检测时机、是否要求热处理等。要严格执行相关的修理改造程序。
检测项目包括超声检测,x射线探伤,磁粉探伤,渗透检测,可进行钢结构检测,压力管道探伤,压力容器探伤,锅炉检测,发现母材、焊接缺陷,出具探伤报告。

X射线检测
后一种,射线检测,是因为 X射线穿过被照射物体后会有损耗,不同厚度不同物质对它们的吸收率不同,而底片放在被照射物体的另一侧,会因为射线强度不同而产生相应的图形,评片人员就可以根据影像来判断物体内部的是否有缺陷以及缺陷的性质。
射线检测的适用性和局限性:
1、对检测体积型的缺陷比较敏感,比较容易对缺陷进行定性。
2、射线底片易于保留,有追溯性。
3、直观显示缺陷的形状和类型。
4、缺点不能定位缺陷的埋藏深度,同时检测厚度有限,底片需送洗,并且对人身体有一定害,成本较高。
总而言之,超声波、X射线探伤适用于探伤内部缺陷;其中超声波适用于5mm以上,且形状规则的部件,X射线不能定位缺陷的埋藏深度,有辐射。 磁粉、渗透探伤适用于探伤部件表面缺陷;其中磁粉探伤于检测磁性材料,渗透探伤于检测表面开口缺陷。

液体渗透检测
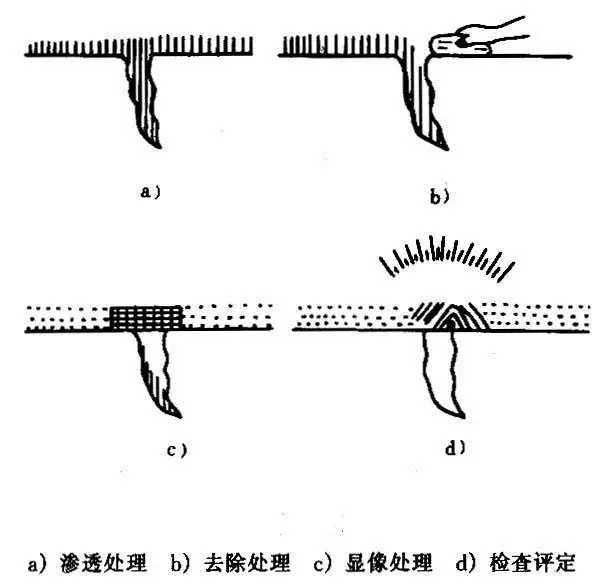
液体渗透检测的基本原理,零件表面被施涂含有荧光染料或着色染料后,在一段时间的毛细管作用下,渗透液可以渗透进表面开口缺陷中;经去除零件表面多余的渗透液后,再在零件表面施涂显像剂,同样,在毛细管的作用下,显像剂将吸引缺陷中保留的渗透液,渗透液回渗到显像剂中,在一定的光源下(紫外线光或白光),缺陷处的渗透液痕迹被现实,(黄绿色荧光或鲜艳红色),从而探测出缺陷的形貌及分布状态。
渗透检测的优点有:
1、可检测各种材料;
2、具有较高的灵敏度;
3、显示直观、操作方便、检测费用低。
而渗透检测的缺点有:
1、不适于检查多孔性疏松材料制成的工件和表面粗糙的工件;
2、渗透检测只能检出缺陷的表面分布,难以确定缺陷的实际深度,因而很难对缺陷做出定量评价。检出结果受操作者的影响也较大。
涡流检测是指利用电磁感应原理,通过测量被检工件内感生涡流的变化来无损地评定导电材料及其工件的某些性能,或发现缺陷的无损检测方法。
无损检测是指在不损害或不影响被检测对象使用性能,不伤害被检测对象内部组织的前提下,利用材料内部结构异常或缺陷存在引起的热、声、光、电、磁等反应的变化,以物理或化学方法为手段,借助现代化的技术和设备器材,对试件内部及表面的结构、性质、状态及缺陷的类型、性质、数量、形状、位置、尺寸、分布及其变化进行检查和测试的方法。
渗透探伤包括荧光法和着色法。荧光法是将含有荧光物质的渗透液涂敷在被探伤件表面,通过毛细作用渗入表面缺陷中,然后清洗去表面的渗透液,将缺陷中的渗透液保留下来,进行显象。典型的显象方法是将均匀的白色粉末撒在被探伤件表面,将渗透液从缺陷处吸出并扩展到表面。这时,在暗处用紫外线灯照射表面,缺陷处发出明亮的荧光。着色法与荧光法相似,只是渗透液内不含荧光物质,而含着色染料,使渗透液鲜明可见,可在白光或日光下检查。一般情况下,荧光法的灵敏度**着色法。这两种方法都包括渗透、清洗、显象和检查四个基本步骤。
http://jsgfjc.b2b168.com
深圳市安普检测技术服务有限公司授权广分检测技术(苏州)有限公司为深圳市安普检测技术服务有限公司合作单位,广分检测技术(苏州)有限公司所发信息中的检测由深圳市安普检测技术服务有限公司检测,报告由深圳市安普检测技术服务有限公司出具。







