铁磁性材料工件被磁化后,由于不连续性的存在,使工件表面和近表面的磁力线发生局部畸变 而产生漏磁场,吸附施加在工件表面的磁粉,在合适的光照下形成目视可见的磁痕,从而显示出不连续性的位置、大小、形状和严重程度。又称磁粉检验或磁粉探伤,属于无损检测五大常规方法之一。
水不能单独作为载液使用,因此用水作载液时,必须在水中添加润湿剂、防锈剂,必要时还要添加消泡剂,以保证水基载液具有合适的润湿性、分散性、防腐蚀性、消泡性和隐定性。
(1)润湿性指磁悬液应能*地润湿工件表面,合适的润湿性能可用“水断试验”来确定,pH值应控制在8~10。
(2)分散性, 即磁粉能均匀地分散在水基载液中,在有效使用期内,磁粉不结团。
(3)防腐蚀性,即对工件、设备及磁粉本身无腐蚀性。
(4)消泡性能要求,在较短时间内自动消除水基载液中的泡沫,以保证检测灵敏度。
(5)稳定性则是在规定的储存期间,水基载液的使用性能不发生变化。
用水作液的优点是水不易燃、黏度小、来源广、价格低廉。但不适用于在水中浸泡可引起氢脆或腐蚀的某些高强度合金钢。
选取载液时还需要注意:
用煤油作探伤载液虽然不会产生锈蚀,但其具有异味,操作时间稍长,油温升高后或在高温环境下探伤时会挥发出一股刺激性的气味,对周围环境及操作人员产生影响;煤油本身的运动黏度也不是太好,在进行非荧光磁粉检测时可以加入其它油料(如变压器油)提高运动粘度;煤油的闪点也不是太高,在正常的操作过程中如果探伤机拉弧,产生失火的概率很高,增加操作的危险性。
水作探伤载液因其取材方便而被广泛使用,但是用水作探伤载液,对工件表面要求相对比较高;工件在探伤前表面如有油污附着,必须先清洗后探伤;探伤设备和工件上有水残留,会造成不同程度的锈蚀,对防锈要求高的工件探伤时需要在水中加入防锈剂;由于水的运动黏度并不是很好,对高精度工件探伤用水作为探伤载液的效果并不是太好。
因此,我们在选取磁粉载液时,要综合考虑油基载液和水基载液各自的优缺点及适用范围,然后根据被检工件和检测要求选取合适的载液。

磁化后这些材料不连续处的磁场将发生崎变,形成部分磁通泄漏处工件表面产生了漏磁场,从而吸引磁粉形成缺陷处的磁粉堆积——磁痕

液体渗透检测
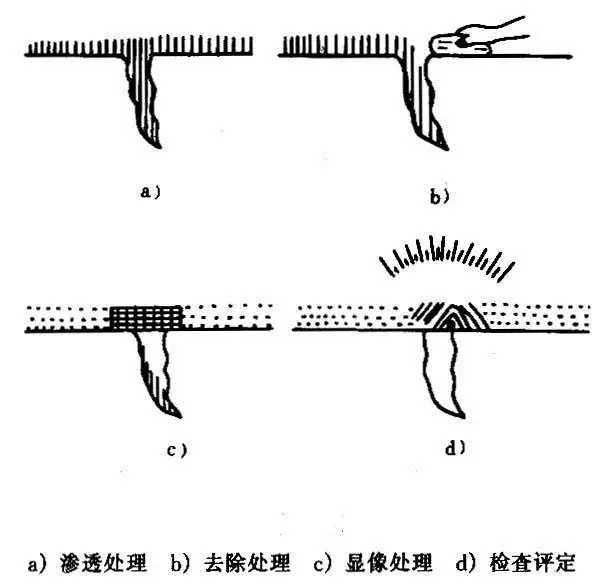
液体渗透检测的基本原理,零件表面被施涂含有荧光染料或着色染料后,在一段时间的毛细管作用下,渗透液可以渗透进表面开口缺陷中;经去除零件表面多余的渗透液后,再在零件表面施涂显像剂,同样,在毛细管的作用下,显像剂将吸引缺陷中保留的渗透液,渗透液回渗到显像剂中,在一定的光源下(紫外线光或白光),缺陷处的渗透液痕迹被现实,(黄绿色荧光或鲜艳红色),从而探测出缺陷的形貌及分布状态。
渗透检测的优点有:
1、可检测各种材料;
2、具有较高的灵敏度;
3、显示直观、操作方便、检测*。
而渗透检测的缺点有:
1、不适于检查多孔性疏松材料制成的工件和表面粗糙的工件;
2、渗透检测只能检出缺陷的表面分布,难以确定缺陷的实际深度,因而很难对缺陷做出定量评价。检出结果受操作者的影响也较大。
-/gbabdjj/-
http://jsgfjc.b2b168.com
江苏广分检测认证有限公司不具备检测检验资质,是广东省科学院测试分析研究所(中国广州分析测试中心)授权江苏广分检测认证有限公司,为广东省科学院测试分析研究所(中国广州分析测试中心)的合作单位,市场代表。江苏广分检测认证有限公司所发信息中的检测由广东省科学院测试分析研究所(中国广州分析测试中心)检测,报告由广东省科学院测试分析研究所(中国广州分析测试中心)出具。







